Sheffield Resources (ASX:SFX) has reported further positive results from metallurgical testwork completed as part of the Bankable Feasibility Study (BFS) on its Thunderbird Mineral Sands Project, near Derby in northern Western Australia. The metallurgical testwork, which was completed on a 40-tonne bulk sample representative of the initial 6-7 years of feed, enabled process flowsheet optimisation and improved recoveries for both ilmenite and zircon products.
HIGHLIGHTS
- Test work confirms PFS processing flowsheet using full-scale equipment
- High grade ilmenite produced by low temperature roasting – 56.1% TiO2
- Zircon is premium grade suited to the ceramics sector – 66.3% ZrO2
- Marketing samples dispatched and off-take discussions commenced
- Recoveries improved for all key products
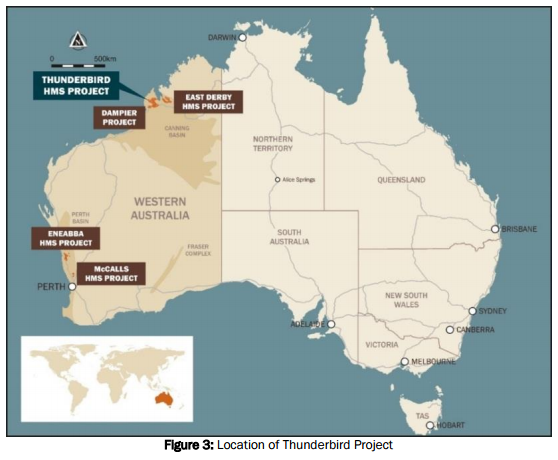
Sheffield Resources Limited (“Sheffield”, “the Company”) (ASX:SFX) is pleased to report further positive results following the completion of metallurgical test work conducted for the Bankable Feasibility Study (BFS) on its 100% owned world-class Thunderbird Mineral Sands Project, near Derby in northern Western Australia.
The BFS, which is being managed by leading engineering firm Hatch on behalf of Sheffield, remains on schedule for release in early 2017.
The metallurgical test work on a 40-tonne BFS bulk sample, representative of the initial 6-7 years of feed is now complete. This work has enabled the process flowsheet to be optimised and has resulted in high quality final products. Optimisation of the wet concentration and concentrate upgrade stages has resulted in further improved recoveries for the ilmenite and zircon products.
The mineral separation test work utilising full-scale or scalable equipment was undertaken by IHC Robbins in Brisbane. The pilot scale test work on low temperature ilmenite roasting was completed under the supervision of Hatch and Sheffield at Hazen Laboratories in Colorado, USA.
Sheffield’s Managing Director Bruce McFadzean described the final results from the BFS metallurgical test work as outstanding.
“In addition to confirming a robust process design, the test work has demonstrated further improvements to the ilmenite product quality and improved recoveries for both zircon and ilmenite products,” he said.
“Off-take discussions with leading global ilmenite and zircon consumers have commenced with samples dispatched for initial customer testing.”
“Thunderbird is a world-class project located in one of the most attractive mining investment jurisdictions, with a projected mine life of over 40 years and is capable of delivering a long term, secure supply of premium ceramic grade zircon and high grade ilmenite.”
“Thunderbird ilmenite, with its low chrome levels and high acid solubility will be one of the highest grade sulphate feedstocks available globally and will likely displace other lower quality ilmenites in the market. The high grade ilmenite with its low alkali levels and pre-reduced state will likely produce high quality chloride grade or sulphate grade slag with a high purity pig iron co-product.”
“Signs of improving market conditions are beginning to emerge, particularly for sulphate ilmenite, where prices have started rising after four years of decline. Zircon prices have stabilised as mines are closed and global inventories start to unwind. Initial off-take discussions have generated strong interest from ASX AND MEDIA RELEASE 12 OCT 2016 Page 2 consumers globally and we intend to further progress discussions in parallel with evaluating funding options and potential partnering opportunities as we finalise the BFS.”
BFS Product Specifications
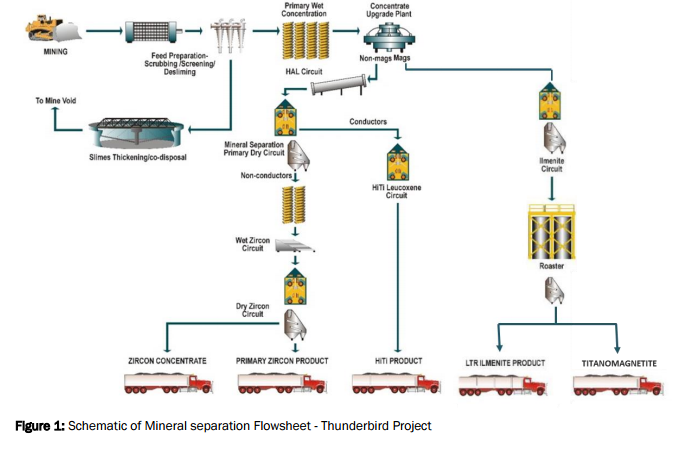
High quality final product specifications have been achieved from the BFS mineral separation process flowsheet and Low Temperature Roast (LTR) test work. Final BFS product summaries and specifications are provided below with further detail in the appendix;
- Premium zircon – high quality ceramic grade zircon, >66% ZrO2;
- LTR ilmenite – high grade TiO2 with low alkalis and chromium suitable for:
- Feedstock for sulphate pigment plants – 56.1% TiO2, production of chloride grade and sulphate grade slag – 88% TiO2, potential blended feedstock for chloride processing. LTR ilmenite can be produced at higher grades (57-59% TiO2) for this potential market;
- HiTi 88 – suited to flux cored wire welding market, production of titanium sponge, or blended material for processing via the chloride process;
- Zircon concentrate – zircon rich (44% ZrO2, 20% TiO2) suited to zirconium chemicals industry;
- Titanomagnetite – co-product from the LTR process suited to furnace protection in the steel feed industry. Appraisal of this co-product will be undertaken to determine its marketability and value as a contributor to the revenue stream.
Recoveries
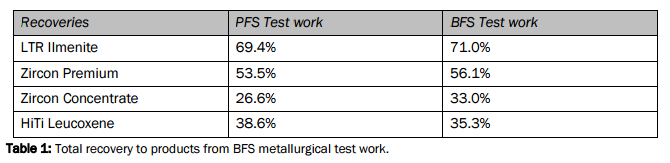
Utilising full-scale and scalable equipment, and by optimising the primary concentration stages, improved recoveries for the ilmenite and zircon products (representing approximately 91% of projected revenue) over the PFS metallurgical test work have been achieved:
Low Temperature Roast (LTR) Test Work Results
The BFS Low Temperature Roast continuous pilot-scale test work was completed on 1.5 tonnes of ilmenite at Hazen Laboratories in Colorado, USA and was managed and supervised by Hatch and Sheffield. Continuous-flow fluid bed test work was undertaken for the purposes of engineering design and validation of final product quality. Post-roast magnetic separation stages were completed by IHC Robbins in Brisbane, Australia.
The Low Temperature Roast (LTR) stage facilitates the removal of ferric iron dominant minerals from the primary ilmenite process step. The roasting process is designed to enhance the magnetic susceptibility of the free iron minerals in the concentrate by exposing it to reducing gases (containing H2 and CO) in a reaction vessel (fluid bed) at temperatures below 550OC. The magnetic fraction is then removed through a dry magnetic separation process and the remaining ilmenite is thus upgraded to a higher TiO2, lower ferric-iron bearing product, which is highly reactive and soluble in sulphate-route pigment production plants. This homogenising process is also designed to produce consistent and uniform product specifications.
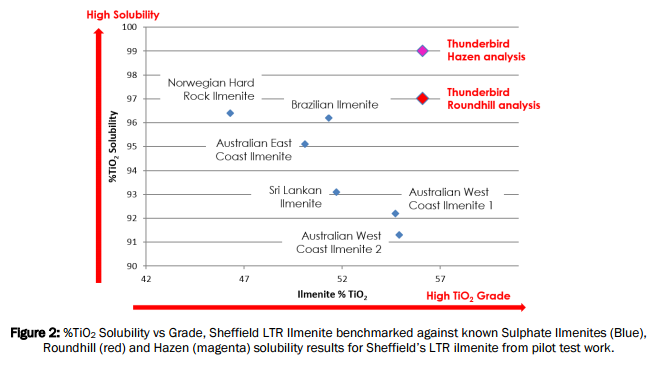
Results from batch and continuous pilot plant test work utilising optimised roast conditions were successful in reducing the excess ferric iron in the primary ilmenite, and produced a high grade 56.1% TiO2 LTR ilmenite, with outstanding improvements in the FeO:Fe2O3 ratio to 1.2. This endorses Thunderbird LTR ilmenite as one of the highest-grade sulphate feedstocks available globally. Solubility test work completed independently by Roundhill Engineering and Hazen Laboratories confirmed very high acid solubility and the samples exhibited excellent reactivity in sulphuric acid. The TiO2 solubility of the Thunderbird LTR ilmenite has been benchmarked against several known commercial ilmenites that are suitable for existing sulphate plants (Figure 2). Engineering design of the ilmenite roaster by Hatch is well advanced. The LTR plant process flow sheet is a simple, low operating temperature process with low risk.
Marketing and Off-take Status
Off-take discussions with leading global ilmenite and zircon consumers have commenced with samples dispatched for initial customer testing. In total 12 zircon samples and 8 ilmenite samples have been dispatched with additional requests for samples currently being processed. The Company will also be testing the chloride market for the LTR ilmenite due to its relatively high TiO2 grade, low levels of alkalis and product consistency. The LTR process has the optionality of producing a higher grade ilmenite (57% – 59% TiO2) through minor changes in the LTR process conditions. A titanomagnetite concentrate is produced as a by-product of the ilmenite roasting process. Sale of this concentrate could provide a credit to the roasting process costs. Final products from the BFS metallurgical test work will also be independently assessed for their marketability by mineral sands consultancies, TZMI & Ruidow.
Mine Planning, Optimisation and Scheduling
Enterprise Optimisation is currently being undertaken by Whittle Consulting Pty Ltd and Entech Mining Consultants utilising the April 2016 Mineral Resource (refer ASX announcement 5 July 2016). For the BFS, Phase 1 mining will commence at an initial throughput of between 7.5 and 10Mt per annum with throughput fixed at a constant feed rate of approximately 750t per hour at the rougher spirals in the Wet Concentrator Plant. Phase 2 of the operation will involve a doubling of the throughput to approximately 1,500t per hour at the rougher spirals. The timing of this ramp-up will be determined during the optimisation study.
The Enterprise Optimisation will focus on maximising initial cash flow profiles and economic value for the Thunderbird project. Significant opportunity exists within such a long life project to optimise the cut-off grade strategy, process plant throughput and recovery via “process bottleneck” identification, and other key cash flow and cost drivers to ultimately maximise NPV and minimise risk of the project. Mine planning and scheduling will follow the optimisation study and is on schedule for completion in late 2016 in line with finalisation of the BFS study.
Market Conditions
Market conditions, particularly for sulphate ilmenite, indicate prices are rising after four years of decline. Markets are indicating strong initial rises in high grade TiO2 sulphate feedstock prices and stabilisation of zircon prices as global inventories are being unwound.
Factors influencing current market conditions include:
- Recent multiple increases in pigment prices are starting to flow through to feedstock price increases, particularly for sulphate ilmenite
- Reduced ilmenite production from hard rock magnetite mines in China and the Ukraine due to the depressed iron ore price.
- In the recent low pricing environment increased depletion of high grade reserves has occurred in an effort to maintain margins and generate cash flow
- Closure of mineral sands operations has accelerated the depletion of consumer and producer zircon inventories with balance likely to be restored around H2 2017.
- Low capital investment at existing operations, low number of development projects likely to be developed and the lack of exploration success by the major producers will cap future supply growth
- Increasing geopolitical risk (social and environmental) combined with cost increases including power and water in Africa are likely to delay or prevent capital investment decisions.